VOLTAR AO TOPO

VOLTAR AO TOPO


Maior eficiência na utilização de recursos naturais, pelo seu carácter reutilizável, pela redução do consumo de betão e de madeira e pelo facto de conter material reciclado na sua composição.

O sistema de moldes FGM assenta em princípios de racionalização económica que permitem a execução de lajes nervuradas unidirecionais ou bidirecionais vulgarmente referenciadas como lajes fungiformes aligeiradas e foi concebido tendo em vista, não só, a redução dos recursos utilizados na construção mas também numa ótica de reutilização e rotatividade do equipamento necessário à execução de uma laje, com significativos benefícios ao nível dos consumos de betão e aço, mas também ao nível da imobilização de equipamento de cofragem e necessidade de mão-de-obra.
Recuperação do equipamento de cofragem ao final do terceiro dia após betonagem da laje;
Execução de vãos de grandes dimensões com reduzido consumo de betão;
Economia ao nível dos elementos verticais em virtude da redução de carga;
Redução das necessidades de armaduras específicas de punçoamento;
Compatibilidade com qualquer sistema de suporte da cofragem;
Maior eficiência na utilização de recursos naturais, pelo seu carácter reutilizável, pela redução do consumo de betão e de madeira e pelo facto de conter material reciclado na sua composição.

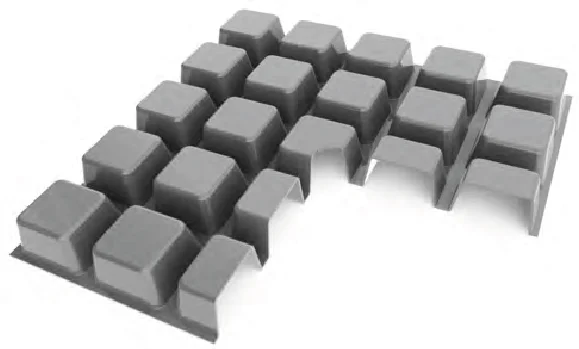
Os moldes FG600 foram concebidos para execução de lajes unidirecionais, permitindo a redução do consumo de materiais em simultâneo com a manutenção de uma inércia elevada na direção dominante. Os moldes são constituídos pela conjugação de dois tipos de peça, o topo e o centro, permitindo diversas configurações, a malha resultante da utilização destes moldes tem uma distância entre eixos de 0.60m na direção principal e 1.20m, 1.91m ou 2.62m na outra direção, e em ambos os sentidos a base das nervuras tem 0.125m. Os moldes FG600 existem com alturas de 0.325m e 0.425m.
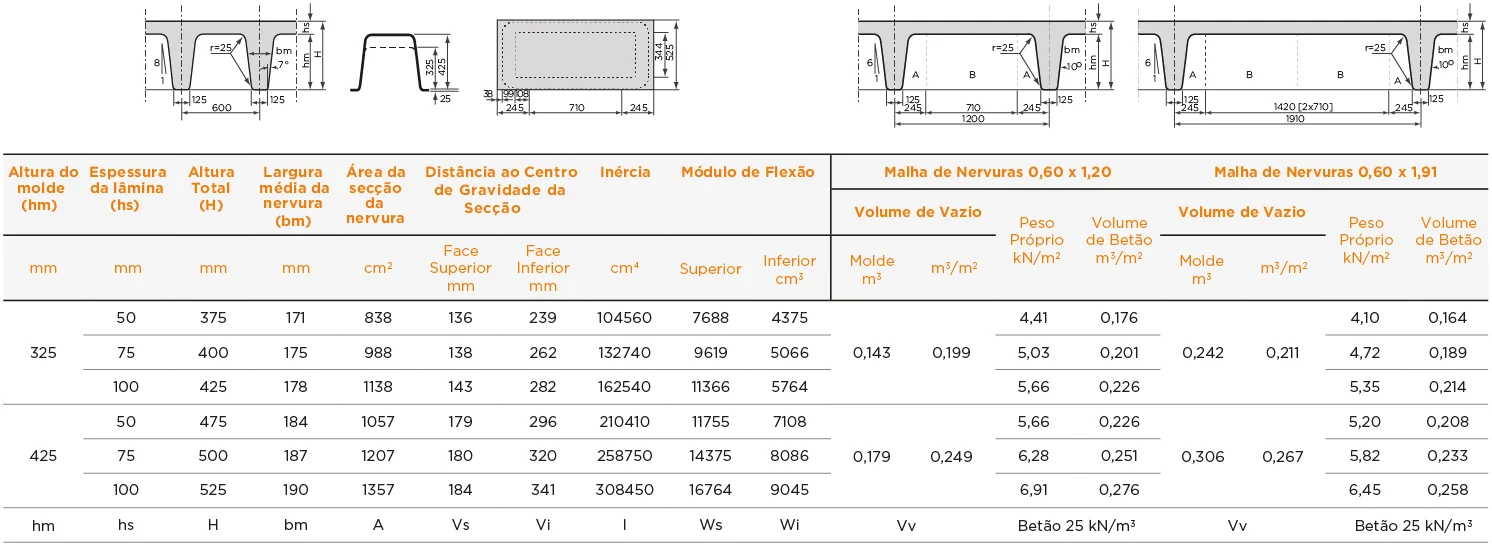
Nota: Estes moldes permitem a inclusão do número de unidades identificadas como tipo B que se pretenderem obtendo-se comprimentos do molde completo de 1.91m, 2.62m, 3.33m, 4.04m.
Os valores apresentados referem-se à seção de laje entre eixos de nervura.

Os moldes FG800 para execução de lajes bidirecionais têm uma configuração retangular com dimensões de 0.80mx0.725m em planta, de forma a perfazerem uma malha de 0.80m entre eixos de nervura, quando apoiada a aba mais curta numa régua de 0.075m. Em termos de altura do vazio, existem 4 medidas diferentes: 0.20m, 0.25m, 0.30m e 0.40m.
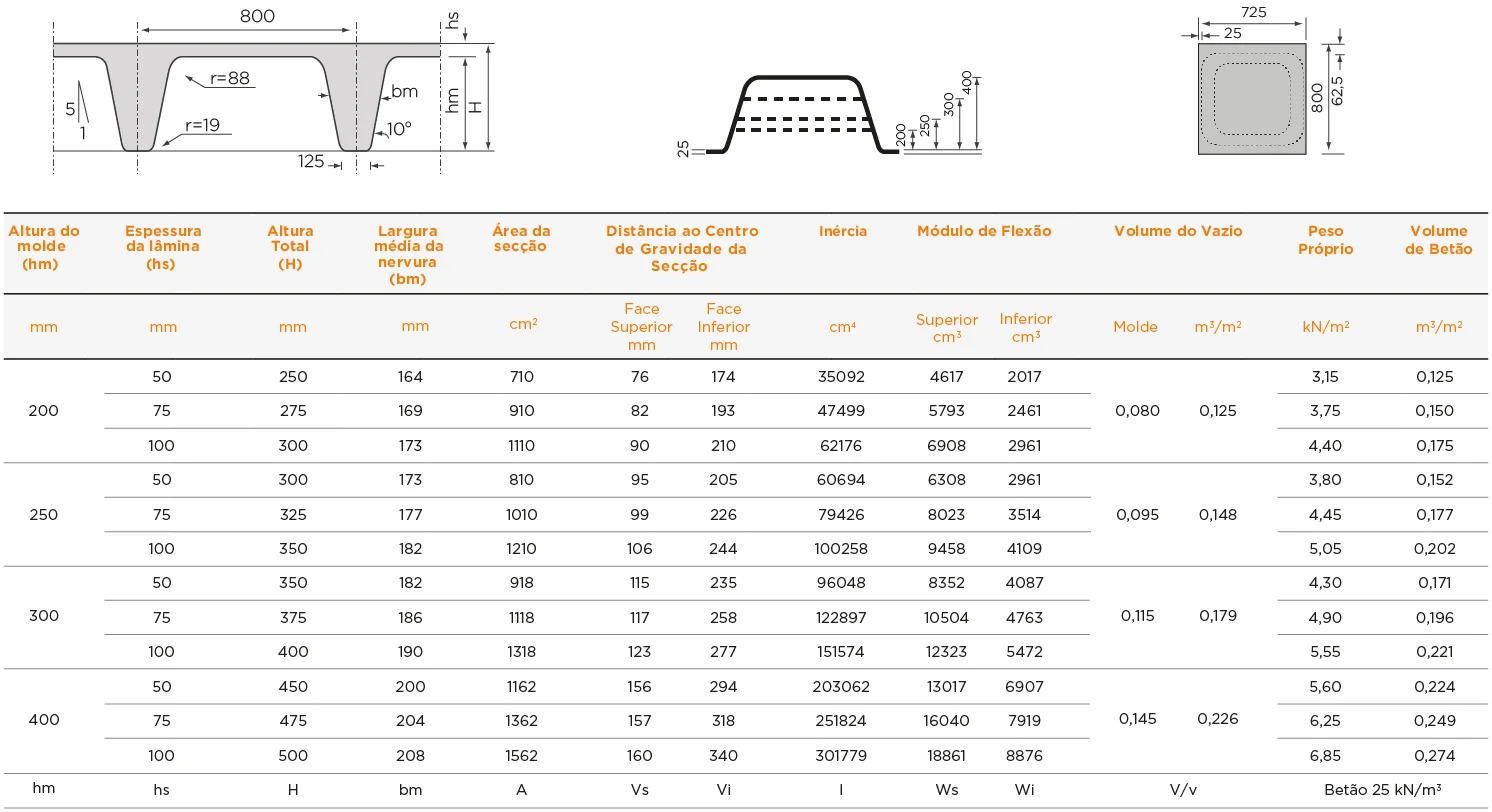
Nota: Para aplicação sobre estrado corrido ou directamente sobre estrutura base da cofragem podem ser produzidos moldes quadrados designados Q800 com as mesmas alturas de vazio.
Os valores apresentados referem-se à seção de laje entre eixos de nervura.

Os moldes FG900 para execução de lajes bidirecionais têm uma configuração retangular com dimensões de 0.90mx0.825m em planta, de forma a perfazerem uma malha de 0.90m entre eixos de nervura quando apoiada a aba mais curta numa régua de 0.075m. Em termos de altura do vazio, existem 3 medidas diferentes: 0.225m, 0.325m e 0.425m.
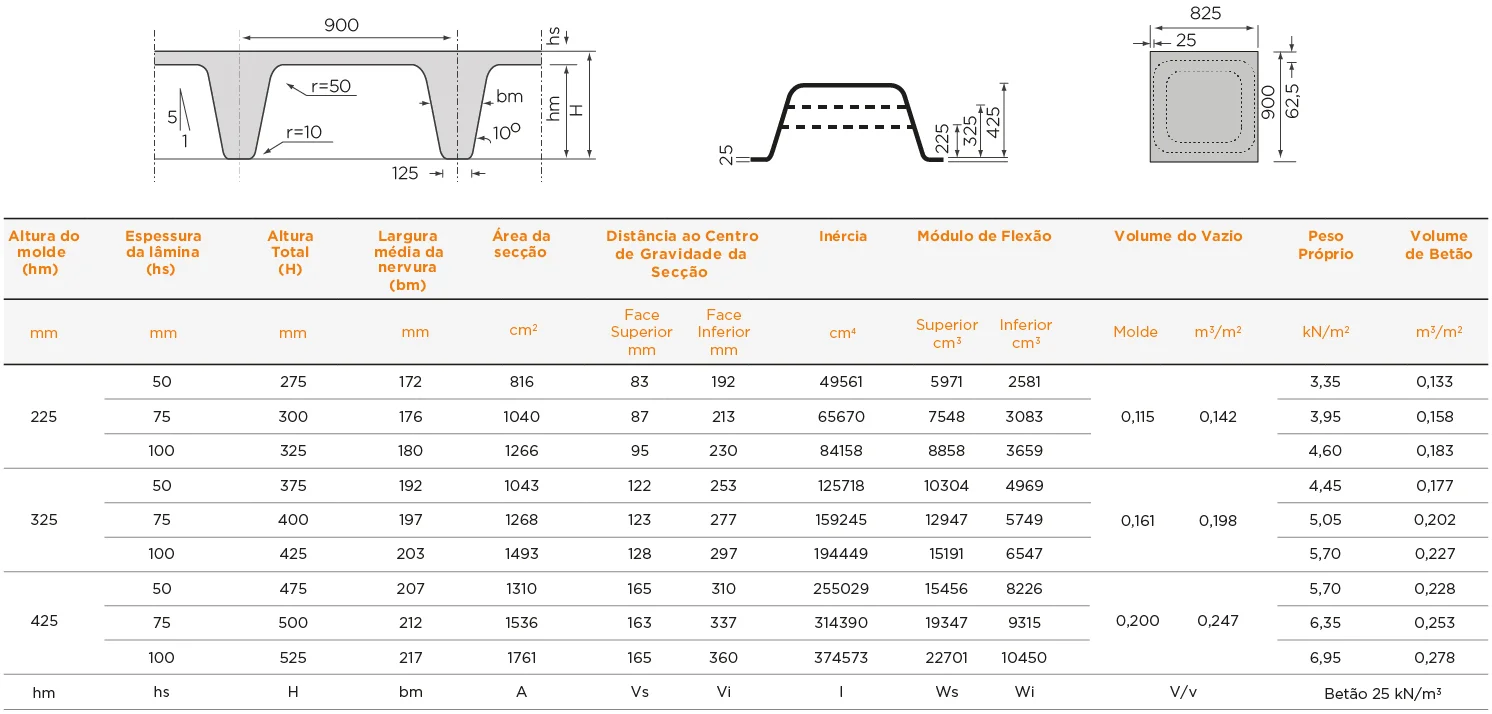
Nota: Para aplicação sobre estrado corrido ou directamente sobre estrutura base da cofragem podem ser produzidos moldes quadrados designados Q900 com as mesmas alturas de vazio.
Os valores apresentados referem-se à seção de laje entre eixos de nervura.
A Ferca dispõe ainda de um sistema complementar de cofragem, que permite a otimização do sistema de moldes FGM sobre qualquer estrutura de suporte de cofragem. Este sistema é constituído por calhas e cabeçotes, que apoiando sobre a estrutura primária permitem a remoção de todo o equipamento ao 3º dia após a betonagem, mantendo apenas o pós-escoramento necessário a esta fase da obra.
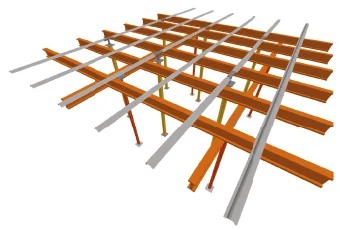
1ª FASE
Montagem da estrutura
de suporte

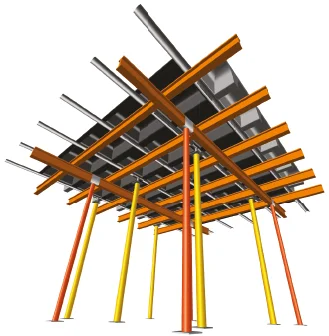
2ª FASE
Aplicação das calhas,
cabeçotes e prumos
3ª FASE
Colocação dos moldes
plásticos
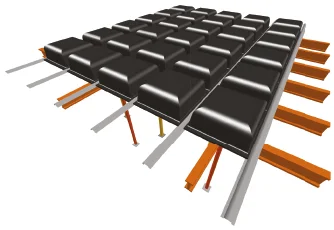
4ª FASE
Betonagem da laje
5ª FASE
Recuperação de todo
o material ao 3º dia

As superfícies de betão em contacto com os moldes são muito regulares não necessitando em geral de qualquer acabamento final. Devendo ser dada especial atenção, às juntas entre moldes e entre estes e a estrutura de suporte onde poderá, por vezes, ser necessário eliminar irregularidades de modo a obter melhor acabamento final.
Todo o escoramento deverá ser devidamente travado e os moldes apertados entre si, de forma a eliminar eventuais movimentos garantindo em simultâneo melhor acabamento da superfície. Aconselha-se ainda a pulverização dos moldes com produto desmoldante, previamente à betonagem.
Logo após a desmoldagem os moldes devem ser limpos com águas e materiais não abrasivos, ao desmoldar não se devem forçar os cantos, nem permitir a queda destes devendo em caso de quebra ser devolvidos para reparação. Quando não estiverem em uso os moldes devem ser armazenados ao alto, encaixados e apoiados sobre a aba mais larga.
Para cálculo da resistência ao fogo das secções apresentadas nas tabelas anteriores, deverão ser analisados os parâmetros definidos na legislação vigente para o efeito, sendo possível através da definição da geometria da laje, enchimentos e recobrimentos obter uma resistência de 2 horas.
